
Page 21 - ITAtube Journal 1-2021
P. 21
where the two edges meet to make the weld seam. The weld heat is introduced to the steel by an induction coil that surrounds the OD and an impeder that directs the flow of current on the ID. The metal along the two edges becomes red hot, nearly returning it to the state it was in back at the steel mill. The tube then is doused with coolant to achieve the rapid cooling necessary for profitable production rates.
Throughout most of the tube profile, the microstructure is unchanged. The weld heat isn’t distributed throughout the rest of the metal (the parent material), so it doesn’t
get hot enough to change appreciably. The weld heat is concentrated along the weld seam and in the area immediately adjacent to it, where it becomes red-hot and under- goes rapid cooling. In the heat-affected zone (HAZ), the area near the weld seam, the grains had little time to grow, so the mate- rial has a fine grain structure. The material
in the HAZ is more brittle than the material elsewhere around the circumference. This
is why anyone who bend tubes and pipes always tries to align the weld seam with the neutral axis of the bend.
On a tube intended to be coiled and uncoiled (bent and straightened) repeatedly, any frac- tures—which occur between grains along the grain boundaries—will develop in the HAZ long before they develop in the parent material.
Heating the material again, and cooling it slowly as it was cooled at the steel mill, is the key to starting over and allowing the
grains to grow until they return to normal size. Reducing the severity of the grain size differential, or eliminating it altogether, is an annealing process commonly known as normalizing.
Understanding the Heat Profile.
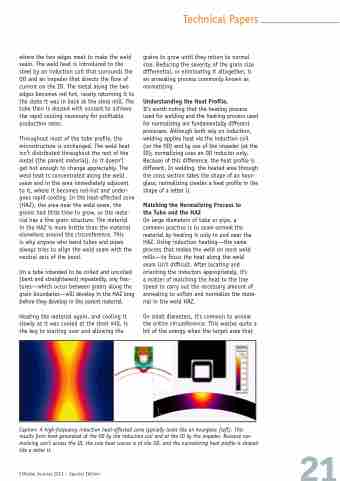
It’s worth noting that the heating process used for welding and the heating process used for normalizing are fundamentally different processes. Although both rely on induction, welding applies heat via the induction coil (on the OD) and by use of the impeder (at the ID); normalizing uses an OD inductor only. Because of this difference, the heat profile is different. In welding, the heated area through the cross section takes the shape of an hour- glass; normalizing creates a heat profile in the shape of a letter U.
Matching the Normalizing Process to
the Tube and the HAZ
On large diameters of tube or pipe, a common practice is to seam-anneal the material by heating it only in and near the HAZ. Using induction heating—the same process that makes the weld on most weld mills—to focus the heat along the weld seam isn’t difficult. After locating and orienting the inductors appropriately, it’s
a matter of matching the heat to the line speed to carry out the necessary amount of annealing to soften and normalize the mate- rial in the weld HAZ.
On small diameters, it’s common to anneal the entire circumference. This wastes quite a bit of the energy when the target area that
Technical Papers
Caption: A high-frequency induction heat-affected zone typically looks like an hourglass (left). This results from heat generated at the OD by the induction coil and at the ID by the impeder. Because nor- malizing can’t access the ID, the sole heat source is at the OD, and the normalizing heat profile is shaped like a letter U.
ITAtube Journal 2021 – Special Edition
21
