
MAC introduces improved ultrasonic weld line tester
Magnetic Analysis Corp. has recently supplied a new Echomac® WLD ultrasonic weld line test system for an Ohio tube mill. Featuring new operating conveniences for inspecting tube weld zones on-line during continuous production, the system is designed to test for longitudinally oriented defects that are typical of the ERW welding process. These systems are typically four channels, using both CW and CCW sound modes for detection of ID and OD longitudinal defects between 5% and 10% of wall thickness. Additional channels can be added, depending on the application.
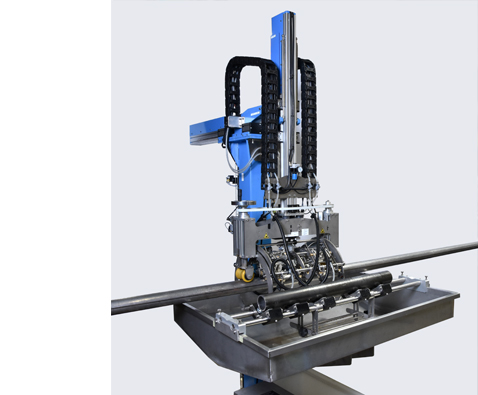
The WLD system includes MAC’s well regarded Echomac® instrumentation, and a test head incorporating transducer assemblies with irrigated shoes for constant coupling with the tube being tested. A key issue in weld line inspection is keeping the transducers focused on the weld zone, despite changes in the weld location during production. Maintaining optimal positioning of the transducer assemblies with respect to the weld zone in the Echomac WLD is quick and easy with a new “joystick” that allows the operator to rotate the entire test head by means of a high resolution stepper motor. At any time, the operator can verify that the transducers are correctly positioned by observing a monitor which shows a laser beam that must bisect the weld center. With this convenient control, the transducer assemblies can be rotated to follow the weld to achieve continuous optimal testing over a weld position of 10:00 to 2:00 o’clock. Individual adjustment of each transducer to easily achieve optimal position for CW and CCW direction is available. In addition a coupling alarm alerts the operator to any loss of coupling between any transducer and the tube, because of loss of water or improper alignment.
Another convenience during operation is that individual irrigated transducer shoes can be easily exchanged to accommodate tube size changes in 5 seconds using MAC’s new quick disconnect mechanisms.
The test head is supported by a strong gantry that allows for operating on the weld line for mill testing, or off line for easy calibration for a new tube size.
A precision roller assembly is located in the off-line position to allow for easy calibration of the transducers. Once the calibration is achieved, the Test Head is simply moved back to the On-Line position for production line testing. A large, oversize stainless steel catch pan is used to help control splash water and keep the operator area relatively dry.
The premium Allen Bradley system controls are designed for simple operation, but have flexible features accessible in the flat panel control display. Siemens Controls are also available, if requested. The remote operator station contains essential controls including the video monitor. The instrument system is programmed with the transducer locations and a spray marker located downstream is automatically instructed to paint spray onto the actual defect location to enable sorting of the cut tubes. Separate colors can be selected for OD and ID condition. Chart recordings are also generated that represent the tube condition of each cut tube. These are stored in digital format and are archived for future retrieval.